
اصول اولیه برنامه نویسی PLC زیمنس در Simatic Step7
یک کنترل کننده منطقی قابل برنامه ریزی (PLC) که به عنوان کنترل کننده قابل برنامه ریزی نیز شناخته می شود، نامی است که به نوعی از رایانه که معمولاً در برنامه های کنترل تجاری و صنعتی استفاده می شود، داده می شود.
PLCها از نظر انواع وظایف و سخت افزار و نرم افزاری که برای انجام این کارها نیاز دارند با کامپیوترهای اداری متفاوت هستند. در حالی که کاربردهای خاص بسیار متفاوت است، همه PLC ها ورودی ها و سایر مقادیر متغیر را نظارت می کنند، بر اساس یک برنامه ذخیره شده تصمیم می گیرند و خروجی ها را برای خودکارسازی یک فرآیند یا ماشین کنترل می کنند.
عناصر اساسی یک PLC شامل ماژول ها یا نقاط ورودی، یک واحد پردازش مرکزی (CPU)، ماژول ها یا نقاط خروجی و یک دستگاه برنامه نویسی PLC زیمنس است. نوع ماژول ها یا نقاط ورودی مورد استفاده توسط PLC به انواع دستگاه های ورودی مورد استفاده بستگی دارد. برخی از ماژولها یا نقاط ورودی به ورودیهای دیجیتال پاسخ میدهند که ورودیهای گسسته نیز نامیده میشوند، که یا روشن یا خاموش هستند. ماژول ها یا ورودی های دیگر به سیگنال های آنالوگ پاسخ می دهند
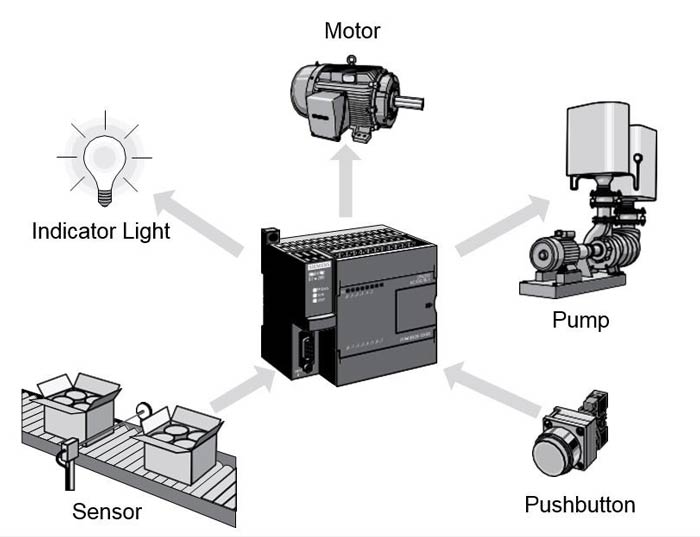
شکل ۱ دستگاه های کنترل شده توسط PLC
این سیگنال های آنالوگ شرایط ماشین یا فرآیند را به عنوان محدوده ای از مقادیر ولتاژ یا جریان نشان می دهند. وظیفه اصلی مدار ورودی PLC تبدیل سیگنال های ارائه شده توسط این سوئیچ ها و حسگرهای مختلف به سیگنال های منطقی است که می تواند توسط CPU استفاده شود.سی پی یو وضعیت ورودی ها، خروجی ها و سایر متغیرها را هنگام اجرای یک برنامه ذخیره شده ارزیابی می کند. سپس CPU سیگنال هایی را برای به روز رسانی وضعیت خروجی ها ارسال می کند.
ماژول های خروجی سیگنال های کنترلی را از CPU به مقادیر دیجیتال یا آنالوگ تبدیل می کنند که می توانند برای کنترل دستگاه های خروجی مختلف استفاده شوند.قسمت programming device برای ورود و تغییر برنامه PLC، نظارت و تغییر مقادیر ذخیره شده استفاده می شود. پس از وارد شدن، برنامه و متغیرهای مرتبط در CPU ذخیره می شوند. علاوه بر این عناصر اساسی، یک سیستم PLC ممکن است از نوعی دستگاه رابط اپراتور نیز برای سادهسازی نظارت بر ماشین یا فرآیند استفاده کند.
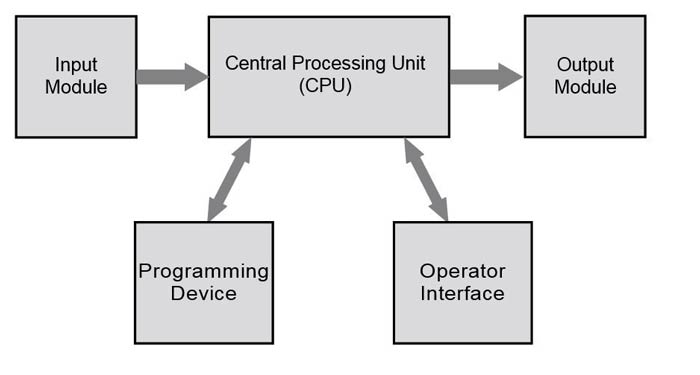
شکل ۲ عناصر اساسی
برنامه نویسی PLC زیمنس : کنترل Hard-Wired
قبل از PLC ها، بسیاری از وظایف کنترلی توسط کنتاکتورها، رله های کنترل و سایر وسایل الکترومکانیکی انجام می شد. این اغلب به عنوان کنترل با سیم سخت شناخته می شود.
نمودارهای مدار باید طراحی می شد، اجزای الکتریکی مشخص و نصب می شدند، و لیست سیم کشی ها ایجاد می شد. سپس برقکارها اجزای لازم را برای انجام یک کار خاص سیم کشی می کنند. اگر خطایی رخ می داد، سیم ها باید دوباره به درستی وصل می شدند. تغییر در عملکرد یا گسترش سیستم نیاز به تغییرات گسترده اجزا و سیم کشی مجدد دارد.
نرم افزار SIMATIC محیط پیکربندی و برنامه نویسی جهانی برای کنترلرهای SIMATIC، سیستم های رابط ماشین انسانی و سیستم های کنترل فرآیند است. نرم افزار SIMATIC با STEP 7 و ابزارهای مهندسی متعدد از تمامی مراحل استقرار محصول، از پیکربندی سخت افزاری سیستم و پارامترسازی ماژول ها تا سرویس سیستم نصب شده، پشتیبانی می کند. برنامه نویسی PLC زیمنس را می توان با کمک Simatic Manager نیز انجام داد که امکان نوشتن برنامه ها به سه زبان برنامه نویسی را فراهم می کند:
برنامه نویسی PLC زیمنس : Ladder logic (LAD)
یکی از زبان های برنامه نویسی است که با PLC ها استفاده می شود. منطق نردبان شامل توابع برنامه نویسی PLC زیمنس است که به صورت گرافیکی نمایش داده می شوند تا شبیه نمادهای مورد استفاده در نمودارهای کنترل سیمی سخت باشند.
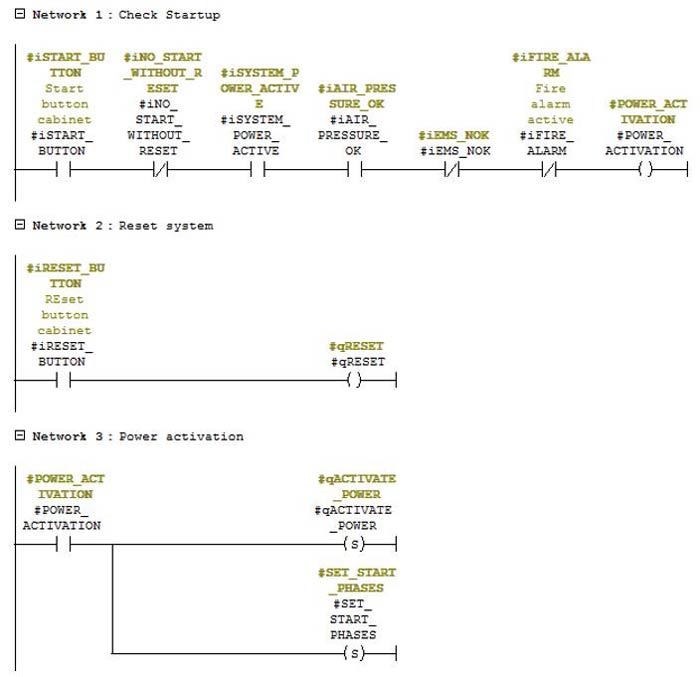
شکل ۳ مثالی از طرحواره منطقی در LAD
Statement List (STL)
فهرست دستورالعمل ها. این ویرایشگر به شما این امکان را می دهد که با وارد کردن دستورات حافظه، یک برنامه ایجاد کنید. در این ویرایشگر می توانید برنامه هایی ایجاد کنید که در ویرایشگر LAD و FBD قابل ایجاد نیستند. برنامه نویسی در STL بسیار شبیه به زبان اسمبلر است، اما خاص تر است.
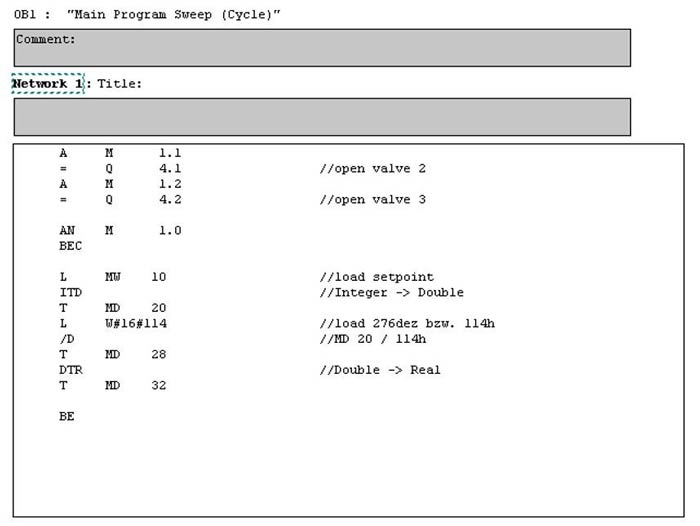
شکل ۴ مثالی از اسکریپت منطقی در STL
Function Block Diagram (FBD)
نمودار بلوک عملکردی. این ویرایشگر برنامه را در قالب مدارهای منطقی معمولی نمایش می دهد. هیچ مخاطبی وجود ندارد، اما واحدهای عملکردی معادل وجود دارد. این ویرایشگر از اصطلاح “جریان نیرو” استفاده نمی کند، زیرا در LAD، مفهوم مشابهی از جریان کنترل را از طریق بلوک های منطقی FBD بیان می کند.
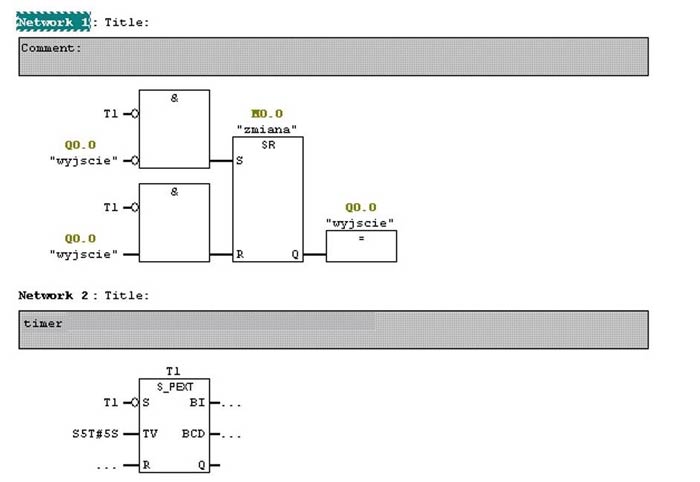
شکل ۵ مثالی از طرحواره منطقی در FBD
مثال استارت موتور
این مثال جنبه عملی برنامه نویسی PLC زیمنس در مرحله ۷ را با یک بخش واقعی و موجود از یک سیستم نشان می دهد. یک سیم پیچ استارت موتور (M) به صورت سری با یک دکمه فشاری شروع لحظه ای معمولی باز، یک دکمه فشاری توقف لحظه ای بسته معمولی و کنتاکت های رله اضافه بار (OL) به طور معمول بسته می شود.
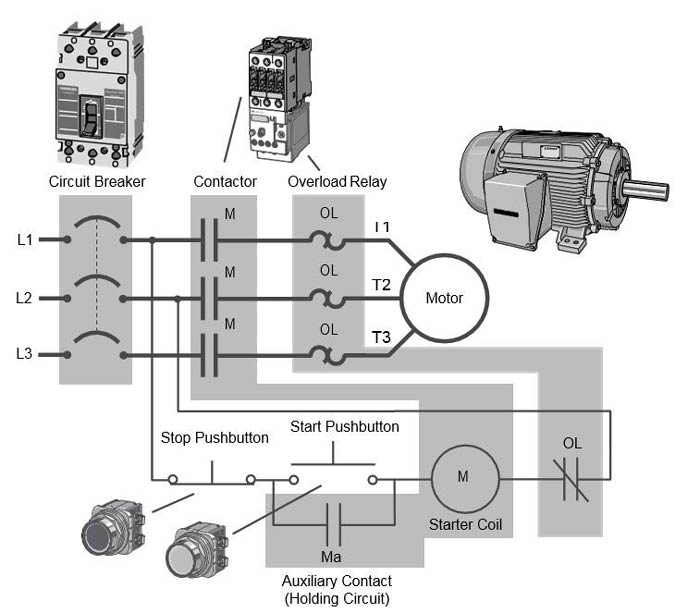
شکل ۶ طرح واره الکتریکی استارت
کنترل موتور PLC
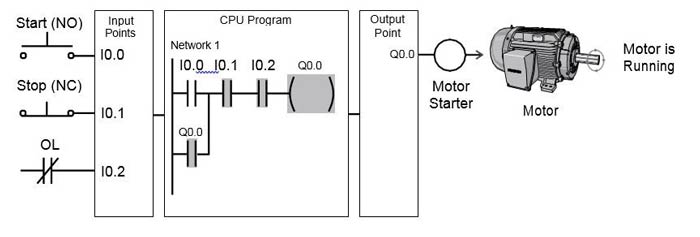
کاربرد کنترل موتور را می توان با PLC نیز انجام داد. در مثال زیر، یک دکمه فشاری شروع به طور معمول باز به ورودی اول (I0.0)، یک دکمه فشاری بسته معمولی به ورودی دوم (I0.1) و یک کنتاکت رله اضافه بار معمولی بسته شده است. (بخشی از استارت موتور) به ورودی سوم (I0.2) متصل می شوند. این ورودی ها برای کنترل کنتاکت های معمولی باز در یک خط از منطق نردبان برنامه ریزی شده در برنامه نویسی PLC زیمنس استفاده می شوند.
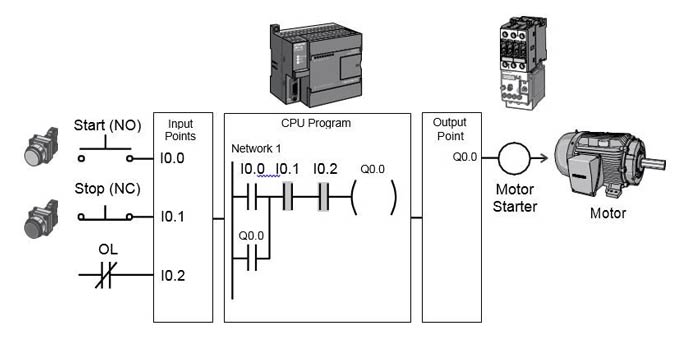
در ابتدا، بیت وضعیت I0.1 یک منطق ۱ است، زیرا دکمه فشاری توقف معمولی بسته (NC) بسته است. بیت وضعیت I0.2 یک منطق ۱ است زیرا کنتاکت های رله اضافه بار (OL) به طور معمول بسته (NC) بسته هستند. بیت وضعیت I0.0 منطقی ۰ است، با این حال، زیرا دکمه فشاری شروع که معمولاً باز است فشار داده نشده است.
برنامه نویسی PLC زیمنس معمولاً کنتاکت خروجی باز Q0.0 نیز در شبکه ۱ به عنوان کنتاکت آب بندی برنامه ریزی می شود. با این شبکه ساده، برای روشن کردن موتور به سیم پیچ خروجی Q0.0 نیاز است.
با فشار دادن دکمه Start، CPU یک منطق ۱ را از ورودی I0.0 دریافت می کند. این باعث می شود که مخاطب I0.0 بسته شود. هر سه ورودی اکنون یک منطق ۱ هستند. CPU یک منطق ۱ را به خروجی Q0.0 ارسال می کند. استارت موتور روشن می شود و موتور روشن می شود.
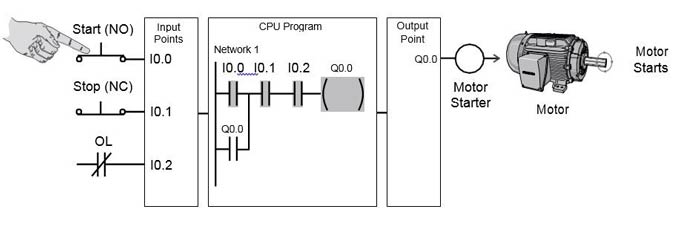
بیت وضعیت خروجی برای Q0.0 اکنون برابر با ۱ است. در اسکن بعدی، هنگامی که تماس معمولی باز Q0.0 حل شد، مخاطب بسته می شود و خروجی Q0.0 روشن می ماند، حتی اگر فشار شروع شود. -دکمه آزاد شد
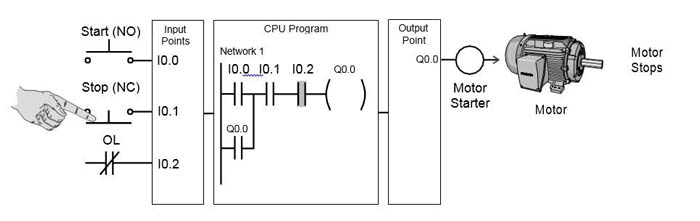
با فشار دادن دکمه Stop، ورودی I0.1 خاموش می شود، کنتاکت I0.1 باز می شود، سیم پیچ خروجی Q0.0 خاموش می شود و موتور خاموش می شود.

مزایای PLC ها
PLC ها نه تنها قادر به انجام وظایف مشابه با کنترل Hard-Wired هستند، بلکه می توانند مجموعه بزرگتری از برنامه های پیچیده را نیز پوشش دهند. علاوه بر این، برنامه PLC و خطوط ارتباطی الکترونیکی جایگزین بسیاری از سیمهای متصل مورد نیاز کنترل سیمی میشوند.
بنابراین، Hard-Wired اگرچه هنوز برای اتصال دستگاههای میدانی مورد نیاز است، فشردهتر است، به همین دلیل اصلاح خطاها و اصلاح برنامه بسیار آسانتر است.
در اینجا مهمترین مزایای PLC ها وجود دارد:
• اندازه فیزیکی کوچکتر از راه حل های Hard-Wired.
• ایجاد تغییرات آسانتر و سریعتر.
• PLC ها دارای توابع عیب یابی و لغو یکپارچه هستند.
• تشخیص به صورت مرکزی در دسترس است.
• برنامه ها را می توان بلافاصله مستند کرد.
• برنامه ها را می توان سریعتر و با هزینه کمتر کپی کرد.
برای آشنای بیشتر با برنامه نویسی PLC مقالات زیر را مطالعه کنید ( کلیک کنید ) :