
آموزش گام به گام برنامهنویسی PLC برای مبتدیان
توسط simatec
مدت زمان خواندن این وبلاگ :
۵ دقیقه
سطح مقاله:
تخصصی
مزایای دانستن برنامهنویسی PLC
- • فرصتهای شغلی بهتر در صنعت
- • طراحی و اجرای سیستمهای کنترل
- • غیرقابل دستکاری بودن
- • سهولت استفاده
- • کار با تجهیزات پیشرفته
اشتراک گذاری:
آموزش PLC
کنترلکنندههای منطقی قابل برنامهریزی (PLC) اجزای اصلی در اتوماسیون صنعتی و سیستمهای کنترل هستند. ماهیت کنترلی PLC از تغییر دکمه ساده به یک موتور تا چندین ساختار کنترل پیچیده متغیر است. برنامهنویسی PLC یکی از وظایف مهم طراحی و اجرای برنامه کنترل بسته به نیاز مشتریان است. یک برنامه PLC شامل مجموعهای از دستورالعملها به صورت متنی یا گرافیکی است که بیانگر منطقی است که باید برای کاربردهای بیدرنگ صنعتی خاص پیادهسازی شود.
یک نرمافزار برنامهنویسی اختصاصی PLC از یک سختافزار PLC سازنده خاص میآید که اجازه ورود و توسعه کد برنامه کاربر را میدهد، که در نهایت میتوان آن را در سختافزار PLC دانلود کرد. این نرمافزار همچنین رابط ماشین انسانی (HMI) را به عنوان یک نمایش گرافیکی از متغیرها تضمین میکند. هنگامی که این برنامه در PLC دانلود میشود و اگر PLC در حالت Run قرار میگیرد، PLC به طور مداوم مطابق برنامه کار میکند.
آموزش برنامهنویسی PLC
- مفهوم برنامهنویسی PLC
- مفهوم برنامهنویسی PLC
کنترلکنندههای منطقی قابل برنامهریزی (PLC) اجزای اصلی در اتوماسیون صنعتی و سیستمهای کنترل هستند. ماهیت کنترلی PLC از تغییر دکمه ساده به یک موتور تا چندین ساختار کنترل پیچیده متغیر است. برنامهنویسی PLC یکی از وظایف مهم طراحی و اجرای برنامه کنترل بسته به نیاز مشتریان است. یک برنامه PLC شامل مجموعهای از دستورالعملها به صورت متنی یا گرافیکی است که بیانگر منطقی است که باید برای کاربردهای بیدرنگ صنعتی خاص پیادهسازی شود.
یک نرمافزار برنامهنویسی اختصاصی PLC از یک سختافزار PLC سازنده خاص میآید که اجازه ورود و توسعه کد برنامه کاربر را میدهد، که در نهایت میتوان آن را در سختافزار PLC دانلود کرد. این نرمافزار همچنین رابط ماشین انسانی (HMI) را به عنوان یک نمایش گرافیکی از متغیرها تضمین میکند. هنگامی که این برنامه در PLC دانلود میشود و اگر PLC در حالت Run قرار میگیرد، PLC به طور مداوم مطابق برنامه کار میکند.
مبانی برنامهنویسی PLC
یک CPU از PLC دو برنامه مختلف را اجرا میکند:
- سیستم عامل
سیستم عامل تمام عملکردها، عملیات و توالیهای CPU را که با یک کار کنترلی مرتبط نیستند، سازماندهی میکند. وظایف سیستم عامل شامل موارد زیر است: آموزش برنامهنویسی PLC
- مدیریت راهاندازی مجدد داغ و راهاندازی مجدد گرم
- بهروزرسانی و خروجی جداول تصویر فرآیند ورودی و خروجی
- اجرای برنامه کاربر
- تشخیص و فراخوانی وقفهها
- مدیریت مناطق حافظه
- برقراری ارتباط با دستگاههای قابل برنامهریزی
- برنامه کاربر
این ترکیبی از عملکردهای مختلف است که برای پردازش یک کار خودکار مورد نیاز است. این باید توسط کاربران ایجاد شود و باید در CPU PLC دانلود شود. برخی از وظایف برنامه کاربر عبارتند از:
- شروع تمام شرایط برای شروع کار مشخص شده
- خواندن و ارزیابی تمام سیگنالهای ورودی باینری و آنالوگ
- تعیین سیگنالهای خروجی برای تمام سیگنالهای خروجی باینری و آنالوگ
- اجرای وقفهها و رسیدگی به خطاها
در بخش اتوماسیون صنعتی کنونی، چندین تولیدکننده PLC پیشرو وجود دارد که PLCهای معمولی را از PLCهای کوچک تا پیشرفته تولید میکنند. هر سازنده PLC نرمافزار اختصاصی خود را برای برنامهریزی و پیکربندی سختافزار PLC دارد. اما زبان برنامهنویسی PLC بسته به سازنده متفاوت است. برخی از تولیدکنندگان زبانهای برنامهنویسی مشترک و برخی دیگر زبانهای برنامهنویسی مشترک دارند.
زبانهای برنامهنویسی PLC
برخی از زبانهای برنامهنویسی استاندارد PLC اساساً دو نوع هستند که در ادامه به چندین نوع تقسیم میشوند که به شرح زیر است:
- زبان متن
- Instructions List (IL)
- Structured Text (ST)
- زبان گرافیکی
- Ladder Diagrams (LD)
- Function Block Diagram (FBD)
- Sequential Function Chart (SFC)
- زبان متن
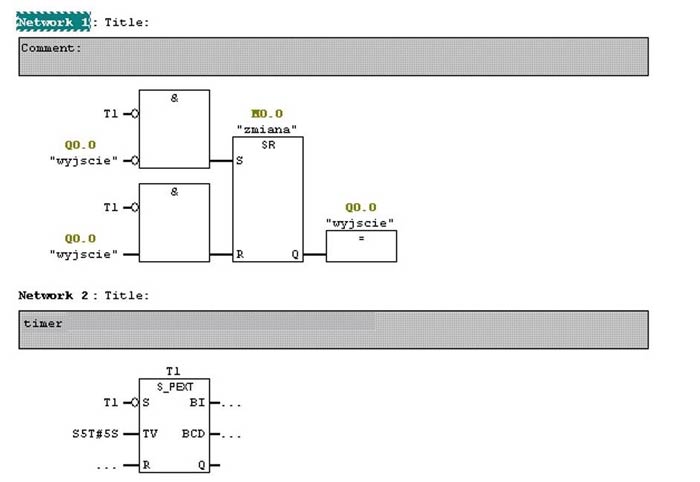
در مقایسه با زبانهای مبتنی بر متن، زبانهای گرافیکی به دلیل ویژگیهای برنامهنویسی ساده و راحت، توسط بسیاری از کاربران برای برنامهنویسی PLC ترجیح داده میشوند. تمام توابع لازم و بلوکهای کاربردی در کتابخانه استاندارد هر نرمافزار PLC موجود است. این بلوکهای تابع شامل تایمرها، شمارندهها، رشتهها، مقایسهکنندهها، عددی، حسابی، تغییر بیت، توابع فراخوانی و غیره هستند.
آموزش برنامهنویسی PLC
دستگاههای برنامهنویسی PLC
انواع مختلفی از دستگاههای برنامهنویسی برای ورود، اصلاح و عیبیابی یک برنامه PLC استفاده میشود. این دستگاههای ترمینال برنامهنویسی شامل دستگاههای دستی و مبتنی بر رایانه میباشند. در روش دستگاه برنامهنویسی دستی، یک دستگاه اختصاصی از طریق کابل اتصال به PLC متصل میشود. این دستگاه از مجموعهای از کلیدها تشکیل شده است که امکان وارد کردن، ویرایش و ریختن کد را در PLC فراهم میکند. این دستگاهها جمعوجور و آسان برای استفاده هستند، اما قابلیتهای محدودی دارند.
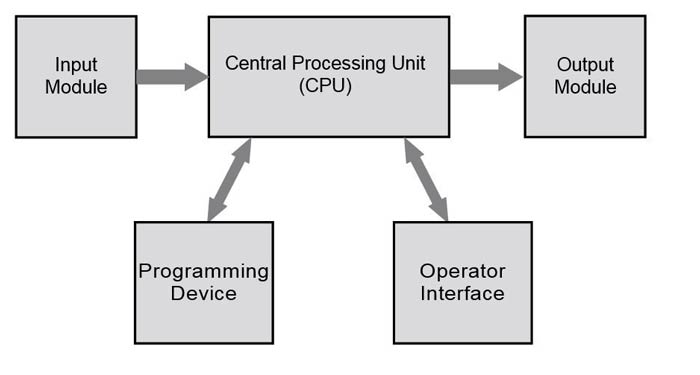
معمولاً رایانه شخصی (PC) برای برنامهنویسی PLC در ارتباط با نرمافزار ارائهشده توسط سازنده استفاده میشود. با استفاده از این کامپیوتر میتوانیم برنامه را در حالت آنلاین یا آفلاین اجرا کنیم و همچنین میتوانیم برنامه PLC را ویرایش، نظارت، تشخیص و عیبیابی کنیم. نحوه انتقال برنامه به PLC در شکل بالا نشان داده شده است که در آن رایانه شخصی شامل کد برنامه مربوط به برنامه کنترل است که از طریق کابل برنامهنویسی به CPU PLC منتقل میشود.
آموزش برنامهنویسی PLC
- برنامهنویسی PLC با استفاده از Ladder Logic
نکات برنامهنویسی PLC
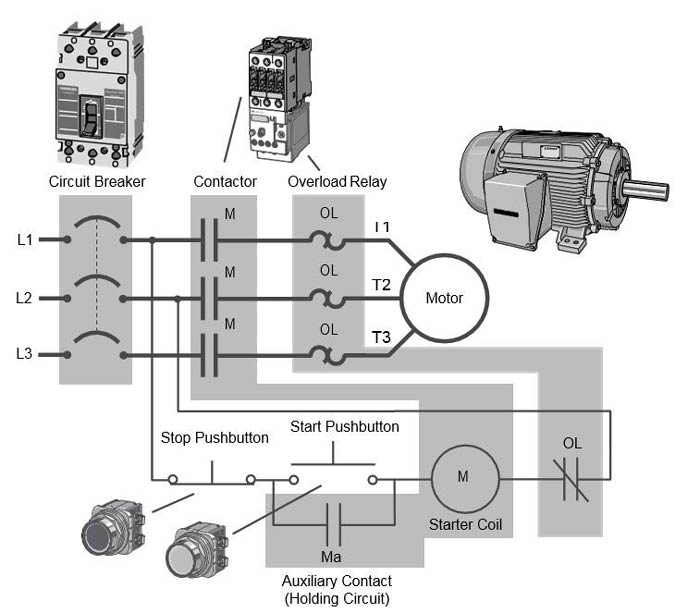
در میان چندین زبان برنامهنویسی، نمودار منطق نردبانی، ابتداییترین و سادهترین شکل برنامهنویسی PLC است. قبل از برنامهنویسی PLC با این زبان، باید اطلاعات اولیهای در مورد آن بدانید. شکل زیر نمودار نردبان سخت سیمی را نشان میدهد که در آن همان بار لامپ توسط دو کلید فشاری کنترل میشود.
آموزش برنامهنویسی PLC
- مراحل گام به گام برای برنامهنویسی PLC با استفاده از Ladder Logic
راهنمای PLC
روش برنامهنویسی PLC برای یک برنامه خاص به نوع ابزار نرمافزار استاندارد سازنده و نوع برنامه کنترل بستگی دارد. در ادامه این مقاله یک رویکرد ساده از طراحی برنامه کنترل در نرمافزار برنامهنویسی PLC را ارائه میدهد، همانطور که در زیر آورده شده است، اما این روش برنامهنویسی دقیقاً در همه انواع ابزارهای برنامهنویسی و برنامههای کاربردی کنترل نمیگنجد.
| مرحله | شرح |
|---|---|
| مرحله ۱: تجزیه و تحلیل و دریافت ایده از برنامه کنترل | دریافت ایده از پروژه و مشخص کردن نحوه عملکرد موتور، سنسورها و دیگر ورودیها. |
| مرحله ۲: فهرست کردن شرایط و طراحی فلوچارت | شناسایی تمامی شرایط ورودی و خروجیها و طراحی منطق اولیه به کمک فلوچارت. |
| مرحله ۳: باز کردن و پیکربندی نرمافزار برنامهنویسی PLC | باز کردن نرمافزار مخصوص PLC، انتخاب مدل سختافزاری، پیکربندی ماژولها و انتخاب زبان نردبانی (LD). |
| مرحله ۴: افزودن پلهها و آدرسدهی به ورودیها و خروجیها | اضافه کردن پلههای منطقی و آدرسدهی به ورودیها و خروجیها طبق نیاز برنامه. |
| مرحله ۵: بررسی خطاها و شبیهسازی برنامه | انجام شبیهسازی برای بررسی عملکرد صحیح برنامه و اصلاح خطاهای احتمالی. |
| مرحله ۶: دانلود برنامه در حافظه CPU PLC | پس از شبیهسازی موفقیتآمیز، برنامه را به حافظه CPU PLC دانلود میکنیم و سیستم آماده به کار میشود. |
| موضوع | شرح |
|---|---|
| ابزارهای پیشرفته | استفاده از نرمافزارهای پیشرفته مانند Siemens TIA Portal و Rockwell Studio 5000 برای شبیهسازی، عیبیابی و طراحی پروژههای پیچیدهتر. |
| پروتکلهای ارتباطی پیشرفته | استفاده از پروتکلهای مدرن مانند Modbus TCP/IP و Ethernet/IP برای ارتباط PLCها با دیگر دستگاهها و سیستمها. |
| سیستمهای مقیاسپذیر | طراحی سیستمهای ماژولار که قابلیت گسترش به پروژههای بزرگتر را دارند. |
| هوش مصنوعی و اتوماسیون پیشرفته | استفاده از الگوریتمهای یادگیری ماشین برای بهینهسازی عملکرد سیستمها و پیشبینی نیاز به تعمیرات. |
| ایمنی در برنامهنویسی PLC | پیادهسازی پارامترهای ایمنی مانند محدودیتهای سرعت و فشار برای جلوگیری از خطرات احتمالی و استفاده از روشهای رمزگذاری برای ایمنی سایبری. |
| مستندسازی و گزارشگیری | مستندسازی دقیق کدها، تغییرات و عملکرد سیستم برای پیگیری و بهبود در آینده. |
- نکات تکمیلی برای برنامهنویسی پیشرفته PLC
- سوالات شما درباره یادگیری PLC ، پاسخهای ما
PLC یا کنترلکننده منطقی قابل برنامهریزی یک دستگاه الکترونیکی است که برای کنترل فرآیندهای صنعتی مانند تولید، مونتاژ و اتوماسیون استفاده میشود. این دستگاه میتواند ورودیهای مختلف را دریافت کرده و بر اساس برنامهنویسی مشخص شده، عملیات خروجیها را کنترل کند.
زبانهای برنامهنویسی PLC به دو دسته کلی تقسیم میشوند:
- زبانهای متنی مانند Instructions List (IL) و Structured Text (ST)
- زبانهای گرافیکی مانند Ladder Diagrams (LD)، Function Block Diagram (FBD) و Sequential Function Chart (SFC)
از میان اینها، زبان نردبانی (Ladder Logic) به دلیل سادگی و راحتی استفاده بسیار محبوب است.
زبانهای نردبانی به دلیل طراحی گرافیکی سادهتر و تشابه بیشتر با مدارهای الکتریکی، برای بسیاری از کاربران جذابتر هستند. در حالی که زبانهای متنی مانند Structured Text میتوانند برای برنامههای پیچیدهتر و محاسباتی مناسبتر باشند.
برای شروع، نیاز به نصب نرمافزار برنامهنویسی مخصوص PLC دارید که توسط تولیدکننده آن ارائه میشود. پس از نصب نرمافزار، میتوانید برنامهای را بر اساس نیازهای خود بنویسید و آن را در PLC بارگذاری کنید. توصیه میشود با زبان نردبانی (Ladder Logic) شروع کنید، زیرا سادهتر است.
PLC از یک پردازنده مرکزی (CPU) برای اجرای دو نوع برنامه استفاده میکند: سیستم عامل و برنامه کاربر. سیستم عامل وظایف مدیریتی را انجام میدهد و برنامه کاربر کنترلهای خاصی را که برای فرآیندها و سیستمها مورد نیاز است، پیادهسازی میکند.
برای انتقال برنامه به PLC، معمولاً از دستگاههای برنامهنویسی مانند رایانه شخصی (PC) یا دستگاههای دستی استفاده میشود. نرمافزار برنامهنویسی از طریق کابل ارتباطی به PLC متصل میشود و برنامه در حافظه PLC بارگذاری میشود.
بله، PLCها میتوانند برای کنترل سیستمهای بسیار پیچیده مورد استفاده قرار گیرند. بسته به مدل و ویژگیهای PLC، میتوان آن را برای انجام توابع مختلفی مانند کنترل دما، سطح، فشار و سایر پارامترهای صنعتی برنامهریزی کرد.
بله، برنامهنویسی PLC به دانش و مهارت در زمینههای الکترونیک و اتوماسیون صنعتی نیاز دارد. اگرچه نرمافزارهای برنامهنویسی ابزارهای آسانتری برای استفاده دارند، اما آشنایی با مفاهیم کنترل صنعتی، مدارهای الکتریکی و منطق برنامهنویسی ضروری است.
بله، شما میتوانید PLC را برای پروژههای شخصی مانند رباتها، سیستمهای اتوماسیون خانگی یا حتی پروژههای آموزشی استفاده کنید. در بازار PLCهای کوچک و ارزان قیمت وجود دارد که برای استفاده در پروژههای شخصی مناسب هستند.
بله، بسیاری از منابع آنلاین مانند دورههای آموزشی، ویدئوها و مقالات وجود دارند که میتوانند به شما کمک کنند تا اصول برنامهنویسی PLC را یاد بگیرید. همچنین نرمافزارهای شبیهسازی نیز موجود است که میتوانید به صورت مجازی PLC را برنامهنویسی کنید.
۱. معرفی ابزارهای پیشرفته در برنامهنویسی PLC :
برای طراحی برنامههای پیچیدهتر و پروژههای صنعتی خاص، استفاده از ابزارهای پیشرفتهتر در برنامهنویسی PLC امری ضروری است. به همین دلیل، در این بخش میتوان به برخی از نرمافزارها و تجهیزات خاص اشاره کرد که معمولاً در این نوع پروژهها استفاده میشوند.
- نرمافزارهای پیشرفته برای شبیهسازی و عیبیابی: نرمافزارهای مختلفی مانند Siemens TIA Portal، Rockwell Studio 5000، Schneider Electric EcoStruxure و Mitsubishi GX Works برای شبیهسازی و طراحی برنامههای پیچیدهتر به کار میروند. این نرمافزارها ویژگیهایی مانند عیبیابی آنلاین، شبیهسازی بدون نیاز به سختافزار واقعی، و تست و بهینهسازی برنامه را فراهم میکنند.
- استفاده از پروتکلهای ارتباطی پیشرفته: در پروژههای صنعتی که نیاز به ارتباط بین PLCها و سایر دستگاهها دارند، استفاده از پروتکلهای مدرن مانند Modbus TCP/IP، PROFIBUS یا Ethernet/IP میتواند بسیار کارآمد باشد. این پروتکلها به شما این امکان را میدهند که دادهها را به صورت بیسیم یا از طریق شبکههای صنعتی به اشتراک بگذارید.
۲. اتوماسیون پیشرفته و هوش مصنوعی در PLC :
با توجه به پیشرفت تکنولوژی و ورود هوش مصنوعی به صنعت، استفاده از PLCها در سیستمهای اتوماسیون هوشمند در حال افزایش است. در این بخش میتوان اشاره کرد به:
- استفاده از الگوریتمهای یادگیری ماشین برای بهینهسازی فرایندها: برخی از سیستمهای PLC جدید قادرند با کمک الگوریتمهای یادگیری ماشین و دادههای دریافتی از سنسورها، روند تولید را به صورت خودکار بهینه کنند و پیشبینیهایی برای جلوگیری از خرابیها یا کاهش مصرف انرژی انجام دهند.
- سیستمهای نظارت و پیشبینی وضعیت: استفاده از PLCها در کنار سنسورهای هوشمند میتواند به نظارت بر عملکرد سیستمها و پیشبینی نیاز به تعمیرات یا تغییرات بهطور خودکار کمک کند. این امر میتواند هزینههای نگهداری را کاهش دهد و کارایی سیستمها را بهبود بخشد.
۳. طراحی سیستمهای مقیاسپذیر :
در صنایع مختلف، ممکن است نیاز به گسترش و مقیاسبندی سیستمهای کنترل باشد. در این راستا، باید به طراحی برنامههایی توجه کرد که قابلیت گسترش به سیستمهای بزرگتر را داشته باشند. برای این منظور، نکات زیر اهمیت دارند:
- ماژولار بودن سیستمها: طراحی سیستمهای PLC باید به صورت ماژولار انجام شود. این امکان را به کاربران میدهد که به راحتی ورودیها، خروجیها و دیگر ماژولها را اضافه یا تغییر دهند بدون اینکه نیاز به تغییر در کل برنامه داشته باشند.
- مدیریت منابع و محدودیتهای سختافزاری: توجه به محدودیتهای حافظه، زمان پاسخدهی و پردازش در سیستمهای PLC برای جلوگیری از ایجاد مشکلات در مقیاسهای بزرگ اهمیت دارد. برنامهنویسان باید بهینهسازیهایی را انجام دهند که عملکرد سیستم را در سطح بالا نگه دارند.
۴. ایمنی در برنامهنویسی PLC :
امنیت سیستمهای اتوماسیون صنعتی یکی از مهمترین نکات است. برنامهنویسان PLC باید به موارد ایمنی توجه ویژهای داشته باشند. این نکات شامل موارد زیر است:
- ایجاد و تنظیم پارامترهای ایمنی: برای جلوگیری از آسیب به افراد یا تجهیزات، تنظیم و پیادهسازی پارامترهای ایمنی مانند محدودیتهای سرعت و فشار در برنامههای PLC ضروری است.
- ایمنی سایبری: با افزایش اتصال به شبکه و استفاده از پروتکلهای ارتباطی، سیستمهای PLC در معرض تهدیدات سایبری قرار دارند. استفاده از روشهای رمزگذاری و پروتکلهای ایمن برای محافظت از دادهها و جلوگیری از حملات سایبری از اهمیت ویژهای برخوردار است.
۵. مستندسازی و گزارشگیری :
یکی از بخشهای ضروری در برنامهنویسی PLC، مستندسازی دقیق کدها و فرایندهای طراحی است. این مستندسازی شامل موارد زیر میشود:
- گزارشگیری از عملکرد سیستم: بهطور منظم از عملکرد سیستمها گزارشی تهیه کنید تا در صورت بروز هر گونه خطا یا عملکرد غیرعادی، امکان پیگیری و رفع مشکل سریعاً فراهم باشد.
- مستندسازی تغییرات: تمامی تغییرات در کدهای PLC باید بهطور دقیق ثبت شوند تا در آینده امکان تجزیه و تحلیل تغییرات و بهبود سیستم وجود داشته باشد.
- ابزارها، رویکردها و مفاهیم نوین در اتوماسیون صنعتی
- برنامه زیمنس پی ال سی S7 400 PLC با استفاده از نرم افزار مرحله ۷ Simatic Manager